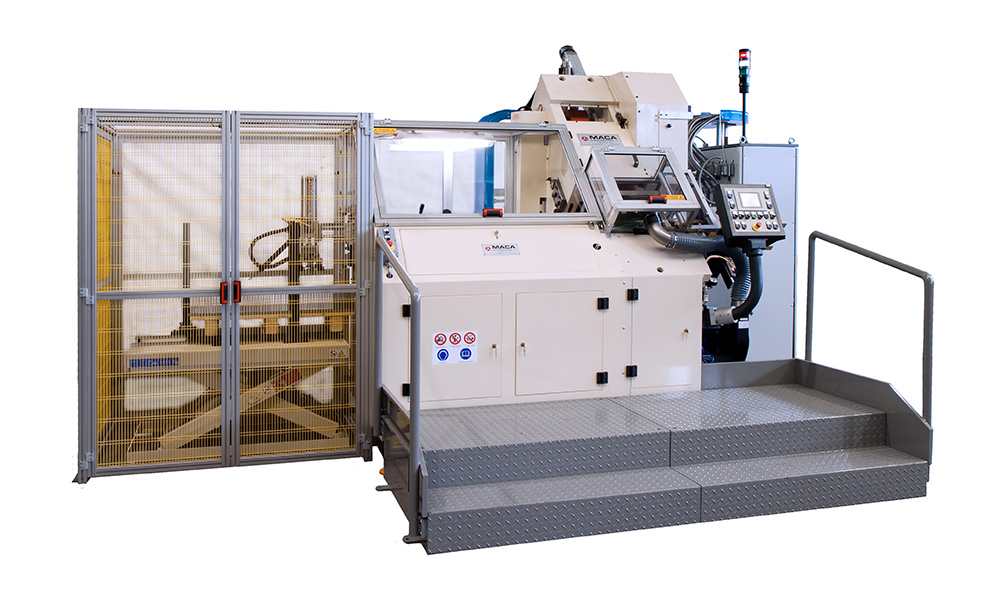
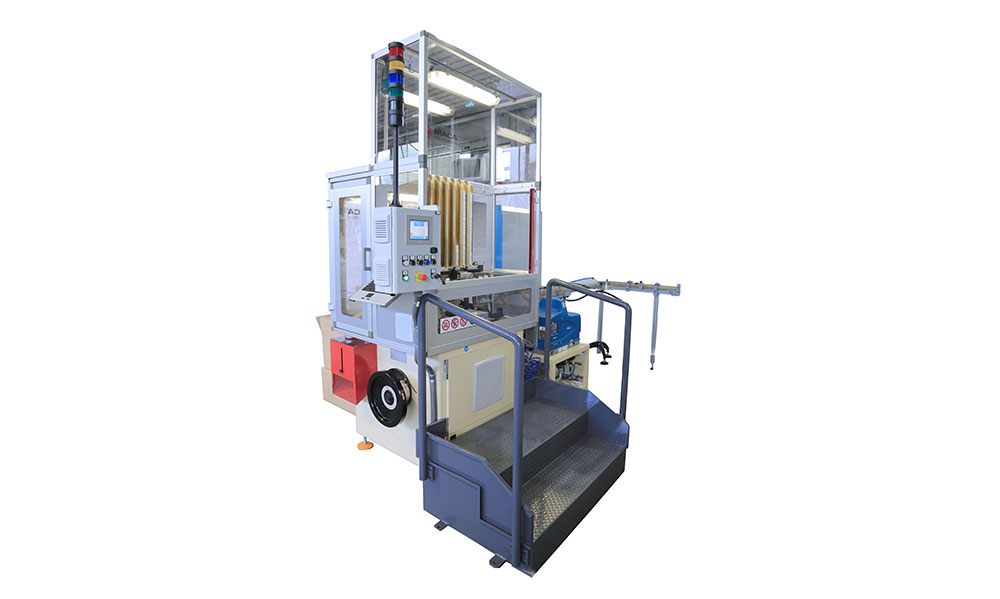
Vertical first draw press with linear or zig-zag electronic advancement system of the sheet, to manufacture screw caps from lithographed aluminum (pilfer proof, stelcap and similar)
Maximum sheet dimension: 1.000x1.200 mm.
Minimum sheet dimension: 700x900 mm.
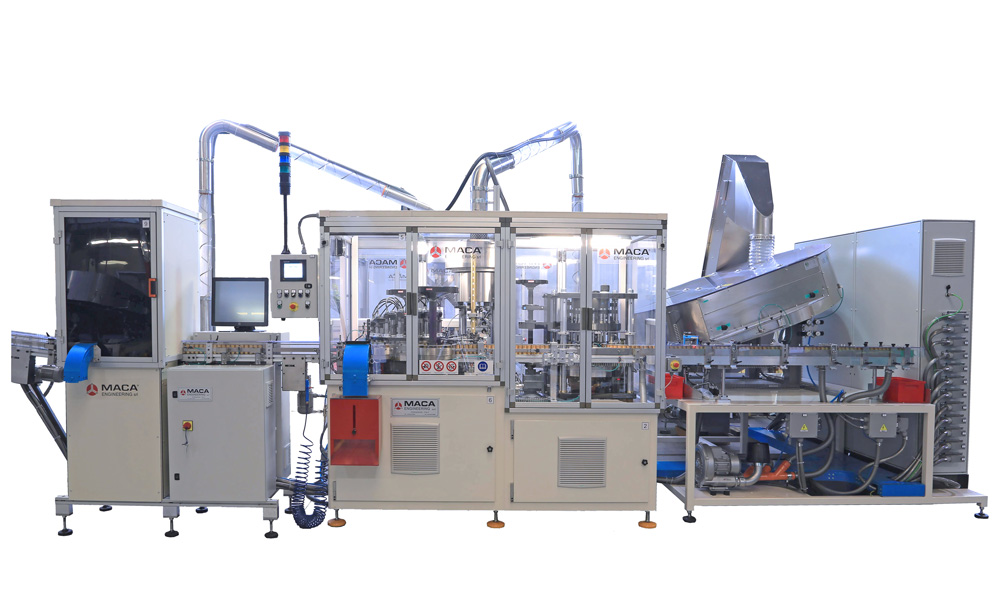
Single or double pallet loading station.
Automatic lubrication of sheets by means of horizontal rollers.
Double sheet feeding detection system.
Station for centering the sheet with adjustable mechanical references and sensors for checking the correct centering.
Linear axes to move the sheets. The first axis takes the sheet
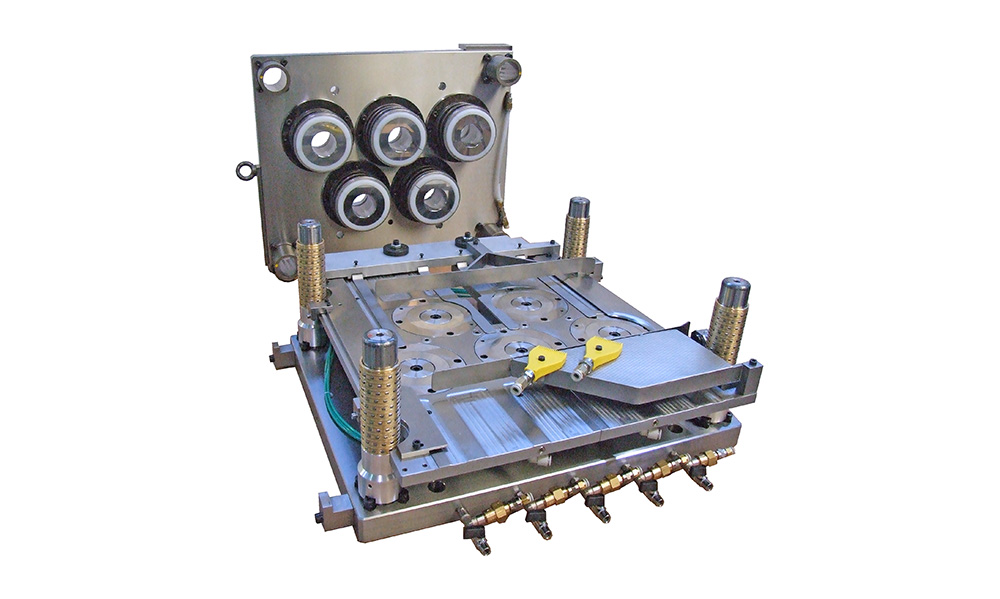
Double and single-row die-tools with sliding columns.
Die-tools with trim for short skirt caps.
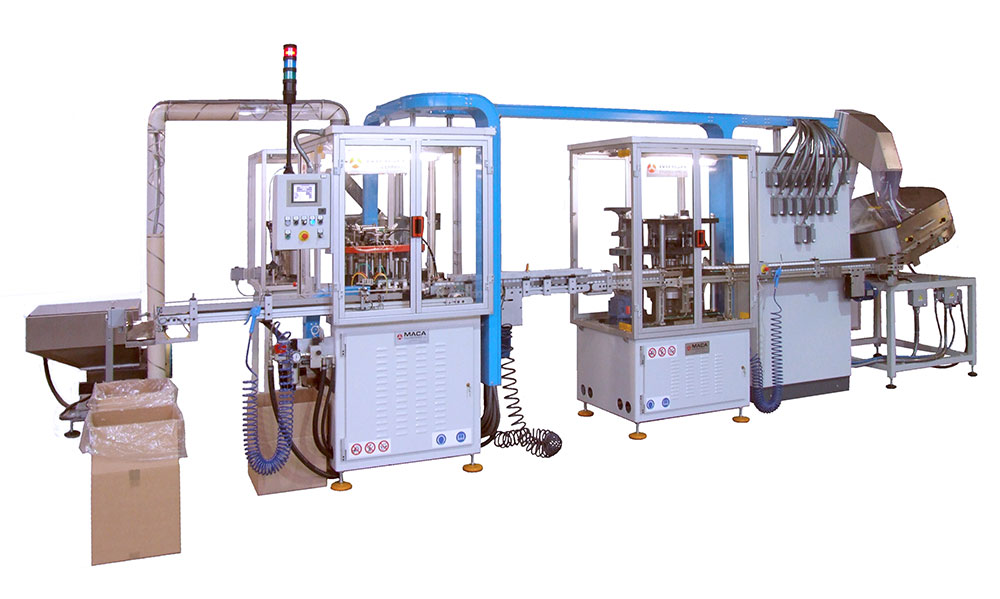
Conveyor belt for discharging the caps.
The machine complies with European safety laws (CE).
Output: from 60.000 to 120.000 pcs/hr depending on the die too